

The magic of supercritical CO2
Discover how this technology is revolutionizing the industrial sector
You will learn about the incredible magic of this innovative technology that uses supercritical state carbon dioxide to improve industrial processes in an environmentally friendly and efficient way. Supercritical CO2 is a fluid that can penetrate deeply into materials, extract necessary substances and selectively remove impurities. This technology offers a wide range of applications in various fields, including the extraction of natural extracts, the production of pharmaceuticals, the food industry, and more. In fact, supercritical carbon dioxide has become a preferred choice for the production of essential oils because it leaves no harmful residues in the finished products. In addition, it has many advantages over traditional methods, such as reduced energy consumption, lack of toxic solvents, and the ability to produce high-quality products. It can be easily recovered and recycled, making it environmentally sustainable. Find out how supercritical CO2 is changing the face of industry, delivering outstanding performance and respecting the environment.

Come funziona la CO2 supercritica?
Supercritical CO2 is obtained by exposing carbon dioxide to specific temperatures and pressures until it reaches a supercritical state. In this state, it behaves both like a gas and a liquid, allowing its unique properties to be exploited. Supercritical CO2 has a density similar to that of a liquid, but a very low viscosity, allowing it to diffuse rapidly and penetrate materials easily. This characteristic is critical for the extraction of desired substances from various raw materials, such as plants, herbs and other natural sources.
Supercritical CO2 applications in industry
This technology has numerous applications in different industries. One of the main sectors in which it is used is the food industry, but today it is also used in the plastics industry for recycling, in the removal of flammable solvents from semi-finished products, in drying aerogel sheets, deep cleaning, removal of pesticides or unwanted compounds, and much more. It can also be used to fractionate liquid raw materials into their components, or use it to micronize active ingredients from nano particles to micro particles. New applications are being discovered every day, including those for the space industry.
Extraction of supercritical CO2 in the food and beverage industry
This new extraction technology for the food and beverage industry is a crucial process for obtaining high-quality ingredients. Supercritical CO2 is used to extract essential oils from herbs, medicinal plants, spices and hops, which is required by the brewing industry. This extraction method ensures the integrity of essential oils, preserving their aromatic and therapeutic properties. It is also used for the extraction of active compounds from fruits and vegetables, helping to improve the quality and wholesomeness of food products. This extraction method is preferred over traditional methods because it ensures the purity of essential oils and leaves no toxic residues. In addition, it is used for decaffeinating coffee and improving the sensory characteristics of food products.
Supercritical CO2 in pharmaceutical and medical applications
Supercritical carbon dioxide has found wide use in the pharmaceutical and medical sectors. This technology is used for the extraction of active ingredients from medicinal plants, allowing pure, high-quality extracts to be obtained. Supercritical CO2 is also used for the production of drugs in the form of powders, granules, and capsules. Due to its ability to remove unwanted impurities, this supercritical fluid ensures the purity and efficacy of the drugs produced.
Supercritical CO2 in the cosmetics industry
The cosmetics industry has embraced this technology for the production of high-quality ingredients. Supercritical CO2 is used for the extraction of plant oils, such as damask rose oil, jojoba oil, and many others, such as allergen-free almond oil. These oils are known for their moisturizing, nourishing and regenerating properties for the skin. Through this application, high-purity oils can be obtained without the use of harmful chemical solvents, which are particularly rich in antioxidants.
Environmental benefits of supercritical CO2 technology
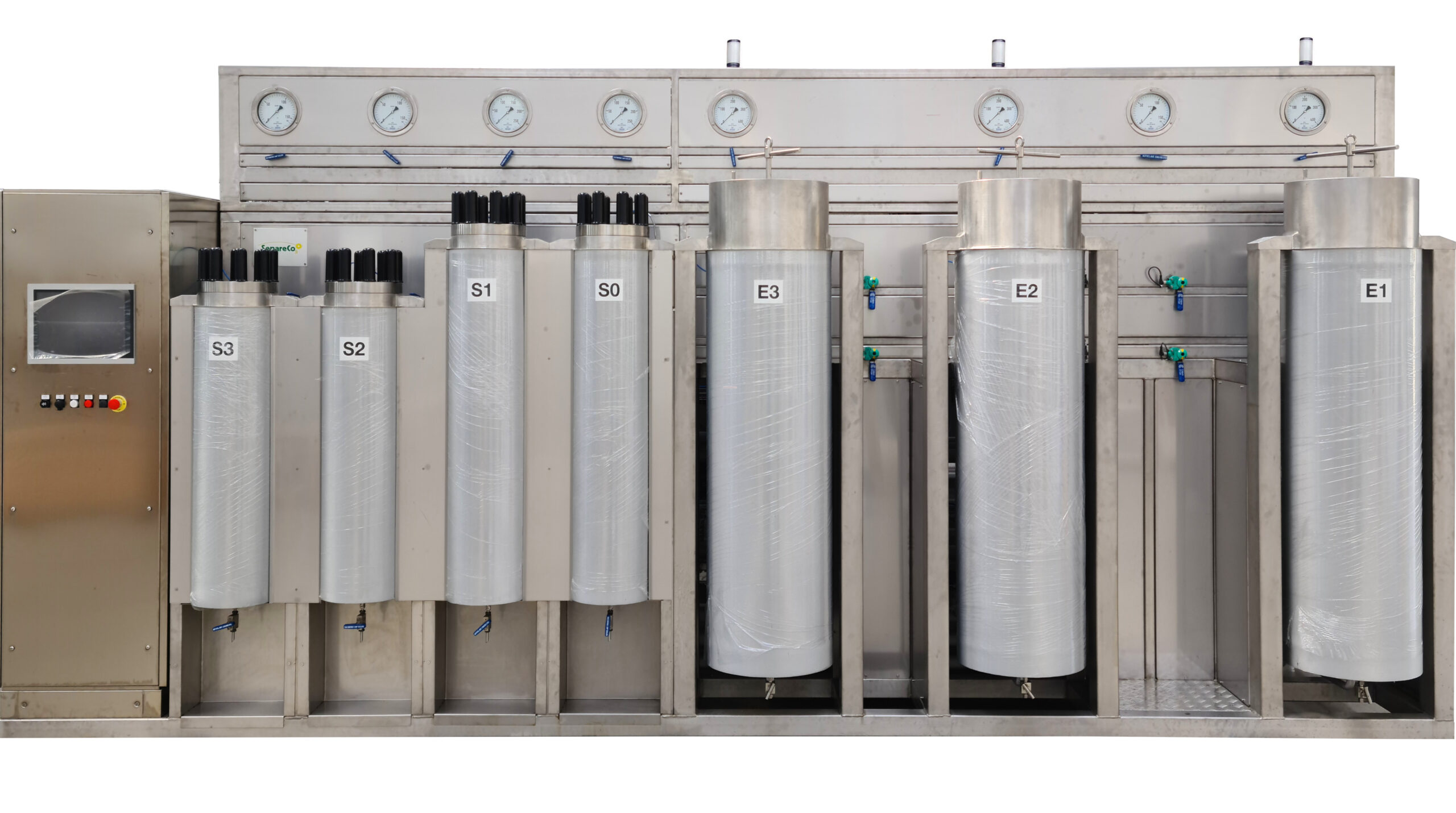
There are numerous environmental benefits over traditional methods. First, the use of supercritical CO2 reduces the use of toxic chemical solvents, helping to preserve human and environmental health. Also, when used in processes, it can be easily recovered and recycled, reducing waste and environmental impact. Finally, it enables high-quality products with greater energy efficiency, contributing to the sustainability of industrial processes. Click here to visit Separeco's website, manufacturere of high quality extraction systems.
Challenges and future developments of supercritical CO2 technology
Despite its many advantages, supercritical CO2 technology still has some challenges. One of the main challenges is process scalability, as it requires specific and expensive equipment. However, with the introduction of innovative processes such as overlapping extraction that makes use of three extractors instead of two, efficiency has increased by 50 percent, dramatically decreasing machinery costs, which are now within the reach of any manufacturing company, further improving the efficiency and eco-sustainability of the process.
Conclusions: the future of supercritical CO2 in industry
Supercritical CO2 technology is revolutionizing industry in an environmentally sustainable and efficient way. Its use offers numerous advantages, such as reduced energy consumption, the absence of toxic solvents, and the possibility of obtaining high-quality products. This technology finds application in various sectors, such as the food, pharmaceutical, and cosmetics industries, as well as in the plastics, brewing, construction, and more. It also helps preserve the environment due to its ability to be recovered and recycled. Despite the current challenges, the future of supercritical CO2 in industry is bright, with more developments and applications to come.